 化工儀器網
化工儀器網產品簡介
進口日本不二越NACHI強力鉆頭原裝*
●耐熱性、耐磨性出眾的AG涂層,延長了使用壽命
●無階差的溝槽形狀維持了鑽頭鋼性,排屑性提高
●耐熱性、耐磨性出眾的AG涂層,延長了使用壽命
●無階差的溝槽形狀維持了鑽頭鋼性,排屑性提高
 |
上海韜世實業發展有限公司 |
|
—— 銷售熱線 ——
15901984249 |

進口日本不二越NACHI強力鉆頭原裝*
耐熱性、耐磨性出眾的AG涂層,延長了使用壽命
無階差的溝槽形狀維持了鑽頭鋼性,排屑性提高
高剛度的溝槽形狀和大容積排屑槽

刀尖(放大圖)
AG涂層
AG涂層斷面結構
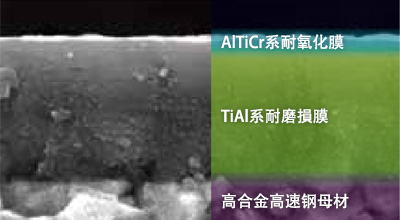
平滑化處理
適用被削材
| 產品代號 | 碳素鋼 | 合金鋼 預硬鋼 | 調質鋼 模具鋼 | 高硬度鋼 | 不銹鋼 | Ti合金 耐熱合金 | 鑄鐵 | ||
|---|---|---|---|---|---|---|---|---|---|
| S45C S50C | SCM NAK | 25~ 40HRC | 40~ 50HRC | 50~ 65HRC | SUS304 SUS316 | SUS420 | ― | FCD/FC | |
| AGPSD | ◎ | ◎ | ◎ | × | × | × | ○ | ○ | ◎ |
| AGPSLSD | ◎ | ◎ | ◎ | × | × | × | ◎ | ||
| AGPLSD | ◎ | ◎ | ◎ | × | × | × | ◎ | ||
◎:優秀 ○:良好 ×:不使用 無標記:不推薦
AGPSD AG強力鉆頭
切削阻力
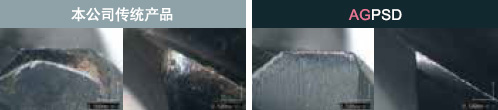
| 加工條件 | |||||
|---|---|---|---|---|---|
| 刀具 | : | AGPSD3.0 | 孔深 | : | 15mm 盲孔 |
| 切削速度 | : | 30m/min | 被削材料 | : | S50C (180HB) |
| 回轉數 | : | 3,180min-1 | 切削油劑 | : | 水溶性 |
| 進給速度 | : | 330mm/min | 使用機械 | : | 立形切削機 |
| 進給 | : | 0.1mm/rev 無階式加工 | |||
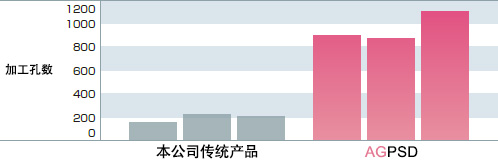
加工204孔后的磨損比較
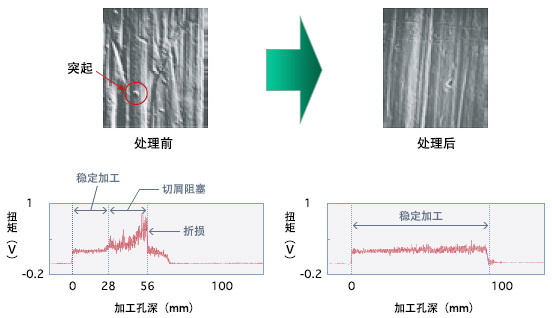
合金鋼調質材的無階式加工比較
| 加工條件 | |||||
|---|---|---|---|---|---|
| 刀具 | : | AGPSD6.0 | 孔深 | : | 30mm 盲孔 |
| 切削速度 | : | 24m/min | 被削材料 | : | SCM440 (32HRC) |
| 回轉數 | : | 1,272min-1 | 切削油劑 | : | 水溶性 |
| 進給速度 | : | 230mm/min | 使用機械 | : | 立形切削機 |
| 進給 | : | 0.18mm/rev 無階式加工 | |||
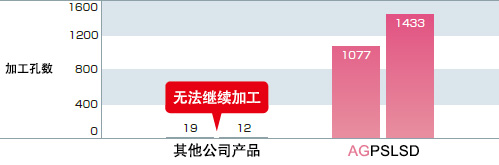
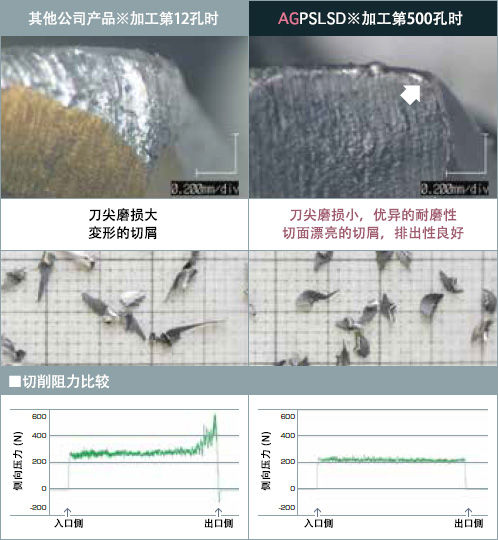
AGPSLSD AG中長型強力鉆頭
壽命比較
| 加工條件 | |||||
|---|---|---|---|---|---|
| 刀具 | : | AGPSLSD3.0 | 孔深 | : | 21mm (7D) 盲孔 |
| 切削速度 | : | 24m/min | 被削材料 | : | S50C (180HB) |
| 回轉數 | : | 2,500min-1 | 切削油劑 | : | 水溶性 |
| 進給速度 | : | 200mm/min | 使用機械 | : | 立形切削機 |
| 進給 | : | 0.08mm/rev 無階式加工 | |||
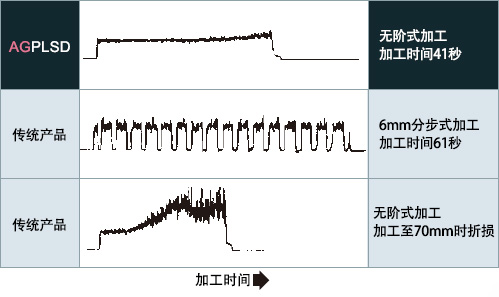
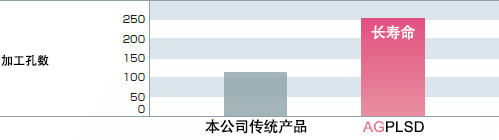
AGPLSD AG強力長鉆頭
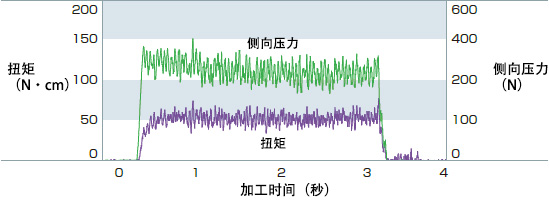
切削阻力與加工時間的比較
| 加工條件 | |||||
|---|---|---|---|---|---|
| 刀具 | : | AGPLSD6.0 | 孔深 | : | 102mm 盲孔 |
| 切削速度 | : | 18m/min | 被削材料 | : | 碳素鋼 (260HB) |
| 回轉數 | : | 955min-1 | 切削油劑 | : | 水溶性 |
| 進給速度 | : | 143mm/min | 使用機械 | : | 立形切削機 |
| 進給 | : | 0.15mm/rev | |||
壽命比較
| 加工條件 | |||||
|---|---|---|---|---|---|
| 刀具 | : | AGPLSD6.0 | 孔深 | : | 102mm 通孔 |
| 切削速度 | : | 30m/min | 被削材料 | : | S50C (220HB) |
| 回轉數 | : | 1,590min-1 | 切削油劑 | : | 水溶性 |
| 進給速度 | : | 160mm/min | 使用機械 | : | 立形切削機 |
| 進給 | : | 0.1mm/rev 無階式加工 | |||
進口日本不二越NACHI強力鉆頭原裝*
不二越于1928年(昭和3年),為實現當時幾乎全部依賴進口的機械工具的國產化而在富士山創立。創始人井村荒喜先生認為,“只有機械工具領域的自立才是發展我國產業的基礎所在”,在這種強烈的使命感驅使下,將自己的抱負體現為“不二越”的創業精神。所謂不二,正如佛經上所說的“善惡不二、邪正一如”或“迷悟不二”, 現象不同的事物,看來截然相反的事物,如果站在更高立場上深層次地探究其本質,就會發現他們本是同一事物。“越”是日本北陸地區的古稱,代表“高志”的意思。
更多詳情,請咨詢:日本不二越NACHI強力鉆頭