 化工儀器網
化工儀器網
技術文章
超聲波氣蝕
閱讀:3045 發布時間:2020-11-24當材料暴露于空化流體時,就會發生空蝕。破裂的空化氣泡會引起強烈的沖擊波和微射流,進而引起高度局部化的表面應力。 由于反復的氣泡破裂而造成的這種載荷重復,會導致局部表面疲勞失效以及隨后材料的脫落或剝落。
下圖顯示了氣蝕的典型進程(25 kHz,44.5微米,24°C水)
 270鎳的氣蝕
270鎳的氣蝕
在超聲中,空化通常是由超聲變幅桿主動產生的,以便觀察對過程的影響(例如,超聲波均勻化)。然而,這種空化會逐漸去除喇叭表面的材料。這會導致一些問題。
- 隨著的縮短,系統的頻率會增加,直到電源無法再啟動工具頭為止。
- 當角面因腐蝕而進入凹坑時,它會產生較少的氣蝕,從而影響工藝。
- 被腐蝕的材料可能污染過程。
可以通過以下四種方法的組合來緩解這些問題:
- 使用具有較高抗氣蝕性的工具頭的材料。
- 使用具有較高抗氣蝕性的涂層。
- 提高工具頭的表面光潔度。
- 使用帶可更換的工具頭。
用料
金屬制品
對于涉及氣蝕的應用,鈦(通常為Ti-6Al-4V)通常是默認的諧振器材料。 它具有可接受的(但不是例外)的抗氣蝕性,并且對許多液體也相對惰性; 也使用各種鋼。 (有關各種材料的氣蝕數據,請參見附錄C)
彈性體
彈性體不適合作為諧振器材料。然而,它們可能有助于防止超聲能量的傳輸或減少空化侵蝕(主要是表面)。在相對低強度的空化作用下,這些材料可能“*沒有空化損傷”。經過硫化的三元乙丙烯單體(EPDM)板材在20 kHz的50微米峰值振動下的耐腐蝕性是316L不銹鋼的三倍。(注:未硫化的EPDM涂料性能不佳)
可更換的替帽
空化腐蝕后更換實心喇叭的成本很高。 取而代之的是,將可更換的替帽用于端面直徑小于Ø25mm的工具頭。
 可更換替帽的工具頭
可更換替帽的工具頭
工具頭涂層
各種涂層已被用于改善氣蝕(與鈦相比作為參考)。當工具頭端面面積太大或太小,無法使用可更換的替帽以及端面形狀不規則時,這些涂層可應用于工具頭端面也可以用戶保護工具頭的基礎材料。涂層可根據其厚度分類:薄或厚。它們還可以根據韌性和脆性來分類。
薄涂層
如果由于超聲振動引起的慣性力相對較低,則涂層可以認為很薄。然后,粘附力不必很高。這些涂層包括鉻和氮化鈦。
硬鉻:與316L不銹鋼基體金屬相比,硬度為2密耳(0.05毫米)的鉻減少了10倍的氣蝕。將其歸因于鉻的較高硬度(60 Rc對25 Rc),不銹鋼的氣蝕在很大程度上取決于材料的晶粒尺寸。)
氮化鈦:由于其硬度和良好的附著力,氮化鈦長期以來一直用于減少氣蝕。但是,該過程不能任意應用。值得注意的是,將氮氣氣氛增加到13%左右(顯微硬度~550),可以穩定地減少氣蝕。在這個水平上,侵蝕率比原來的鈦低3倍。然而,氮和硬度的進一步增加并不能進一步減少汽蝕。
厚涂層
由于它們的質量,厚涂層必須抵抗巨大的慣性力。然后,涂層和基材之間的附著力不足可能是一個問題。如果此類涂層也很脆,則不能在大面積(如清洗槽)上涂覆,因為超聲波彎曲會導致涂層開裂。
與空蝕有關的參數
在相對相似的材料組中,抗氣蝕性通常會隨著機械性能的提高而提高,例如表面硬度,拉伸強度,屈服強度,延展性,應變能等。但是,在不同類型的材料之間會發生較大的異常,例如韌性金屬與強脆金屬,金屬與陶瓷,金屬與彈性體等。
硬度
硬度是與抗氣蝕性相關的主要材料性能。基礎材料的硬度可以整體(例如,通過硬化)或局部(例如,通過表面硬化或噴丸處理)產生。
噴丸
噴丸的321不銹鋼(退火)和純鐵在蒸餾水和1%鹽水中進行了20 kHz的氣蝕測試。 噴丸處理將材料硬化至0.3毫米的深度,(之所以選擇321級不銹鋼,部分原因是它對加工硬化反應良好)規定的振幅為15μm(大概峰值),水溫為50°C。(在圖B1中,“y”是試樣表面以下的距離[mm],垂直軸標記為“HV 0.02”)。
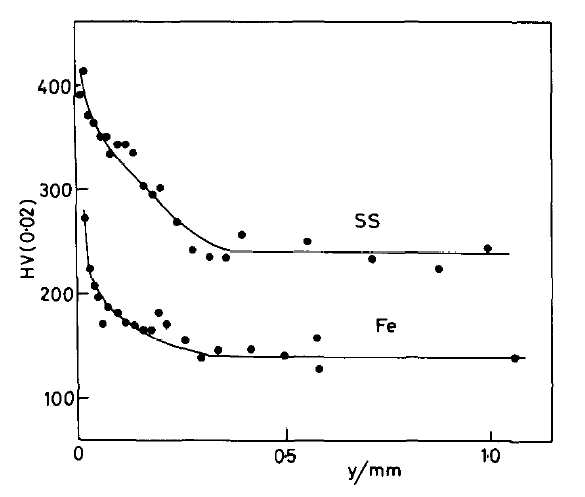 噴丸處理對321不銹鋼(SS)和純鐵(Fe)的表面硬度的影響
噴丸處理對321不銹鋼(SS)和純鐵(Fe)的表面硬度的影響
表面光潔度
當材料初受到氣蝕作用時,可能存在一個初始階段,在此階段與隨后的階段相比,腐蝕速率可以忽略不計。 如果表面高度拋光,則可以延長初始期時間。
晶粒大小
與疲勞一樣,氣蝕也發生在微觀尺度上。因此,具有幾乎相同宏觀性能(例如抗拉強度)的兩種材料對氣蝕的抵抗力可能有顯著不同。同一種材料隨著粒徑的減小他的抗氣蝕性增加,對于不同的材料則沒有任何意義。
各種材料的空蝕數據
提供以下信息以供參考。由于損耗,疲勞,成本和材料的可用性,許多列出的材料可能不適合用作超聲工具頭。例如,盡管許多鋼的腐蝕速率比鈦低,但它們的輸出幅度卻受到內部損耗(加熱)的限制。但是,可以通過減少局部超聲應力的優化輪廓來改善此加熱問題。在任何情況下,某些材料仍可能適合用作可更換的替帽或涂層。
測試環境
- 空化流體是室溫水。
- 振幅峰峰值為50微米。
- 直徑為13.9毫米。
- MDP =平均滲透深度[密耳] =(體積損失)/(試樣表面積)
- 1密耳= 25.4微米
各種材料的氣蝕率
| 測試材料 | MDP平均速率(Mils/ h) |
|---|---|
| T-222 Tantalum alloy, annealed | 0.02 |
| T-111 Tantalum alloy | 0.06 |
| Mo-½Ti | 0.09 |
| 316 SS | 0.09 |
| 304 SS | 0.10 |
| Cb-1Zr | 0.15 |
| Cb-1Zr, annealed | 0.18 |
| Carbon steel (mild) | 0.23 |
| Cu-Zn, cold-worked | 0.38 |
| Ni, cold-worked | 0.44 |
| Cu-Ni, 1800°F anneal | 0.47 |
| Ni, 1600°F anneal | 0.48 |
| 2024-T351 Aluminum | 0.57 |
| Ni, 1100°F anneal | 0.58 |
| Cu-Ni, 1300°F anneal | 0.63 |
| Cu-Zn, 1400°F anneal | 0.68 |
| Cu-Ni, cold-worked | 0.70 |
| Cu-Zn, 850°F anneal | 0.72 |
| 6061-T651 Aluminum | 0.72 |
| Cu, cold-worked | 0.95 |
| Cu, 1500°F anneal | 0.95 |
| Cu, 900°F anneal | 1.02 |
| Plexiglas | 1.39 |
| 1100-0 Aluminum | 2.70 |
鈦
Ti-6Al-4V當以大振幅操作時,1 mm的超聲工具頭會在1000小時內被腐蝕。
不銹鋼
在對水中十二種不銹鋼進行的空化測試中,發現當鉻與鎳的含量之比約為1.8:1時,耐空蝕性就會出現。