 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網







| 產地類別 | 國產 |
|---|
產品簡介
詳細介紹
0-300mm游標卡尺
游標卡尺,是一種測量長度、內外徑、深度的量具。游標卡尺由主尺和附在主尺上能滑動的游標兩部分構成。主尺一般以毫米為單位,而游標上則有10、20或50個分格,根據分格的不同,游標卡尺可分為十分度游標卡尺、二十分度游標卡尺、五十分度格游標卡尺等,游標為10分度的有9mm,20分度的有19mm,50分度的有49mm。游標卡尺的主尺和游標上有兩副活動量爪,分別是內測量爪和外測量爪,內測量爪通常用來測量內徑,外測量爪通常用來測量長度和外徑。
工作原理
游標卡尺是工業上常用的測量長度的儀器,它由尺身及能在尺身上滑動的游標組成,如圖2.3-1所示。若從背面看,游標是一個整體。游標與尺身之間有一彈huang片(圖中未能畫出),利用彈huang片的彈力使游標與尺身靠緊。游標上部有一緊固螺釘,可將游標固定在尺身上的任意位置。尺身和游標都有量爪,利用內測量爪可以測量槽的寬度和管的內徑,利用外測量爪可以測量零件的厚度和管的外徑。深度尺與游標尺連在一起,可以測槽和筒的深度。
尺身和游標尺上面都有刻度。以準確到0.1毫米的游標卡尺為例,尺身上的zui小分度是1毫米,游標尺上有10個小的等分刻度,總長9毫米,每一分度為0.9毫米,比主尺上的zui小分度相差0.1毫米。量爪并攏時尺身和游標的零刻度線對齊,它們的*條刻度線相差0.1毫米,第二條刻度線相差0.2毫米,……,第10條刻度線相差1毫米,即游標的第10條刻度線恰好與主尺的9毫米刻度線對齊。
當量爪間所量物體的線度為0.1毫米時,游標尺向右應移動0.1毫米。這時它的*條刻度線恰好與尺身的1毫米刻度線對齊。同樣當游標的第五條刻度線跟尺身的5毫米刻度線對齊時,說明兩量爪之間有0.5毫米的寬度,……,依此類推。
在測量大于1毫米的長度時,整的毫米數要從游標“0”線與尺身相對的刻度線讀出。
使用方法
用軟布將量爪擦干凈,使其并攏,查看游標和主尺身的零刻度線是否對齊。如果對齊就可以進行測量:如沒有對齊則要記取*:游標的零刻度線在尺身零刻度線右側的叫正*,在尺身零刻度線左側的叫負*(這件規定方法與數軸的規定*,原點以右為正,原點以左為負)。
測量時,右手拿住尺身,大拇指移動游標,左手拿待測外徑(或內徑)的物體,使待測物位于外測量爪之間,當與量爪緊緊相貼時,當測量零件的外尺寸時:卡尺兩測量面的聯線應垂直于被測量表面,不能歪斜。測量時,可以輕輕搖動卡尺,放正垂直位置。否則,量爪若在錯誤位置上,將使測量結果a比實際尺寸b要大;先把卡尺的活動量爪張開,使量爪能自由地卡進工件,把零件貼靠在固定量爪上,然后移動尺框,用輕微的壓力使活動量爪接觸零件。如卡尺帶有微動裝置,此時可擰緊微動裝置上的固定螺釘,再轉動調節螺母,使量爪接觸零件并讀取尺寸。決不可把卡尺的兩個量爪調節到接近甚至小于所測尺寸,把卡尺強制的卡到零件上去。這樣做會使量爪變形,或使測量面過早磨損,使卡尺失去應有的精度。
即可讀數.
讀數原則
用軟布將量爪擦干凈,使其并攏,查看游標和主尺身的零刻度線是否對齊。如果對齊就可以進行測量:如沒有對齊則要記取*:游標的零刻度線在尺身零刻度線右側的叫正*,在尺身零刻度線左側的叫負*(這件規定方法與數軸的規定*,原點以右為正,原點以左為負)。 測量時,右手拿住尺身,大拇指移動游標,左手拿待測外徑(或內徑)的物體,使待測物位于外測量爪之間,當與量爪緊緊相貼時,即可讀數.
讀數時首先以游標零刻度線為準在尺身上讀取毫米整數,即以毫米為單位的整數部分。然后看游標上第幾條刻度線與尺身的刻度線對齊,如第6條刻度線與尺身刻度線對齊,則小數部分即為0.6毫米(若沒有正好對齊的線,則取zui接近對齊的線進行讀數)。如有*,則一律用上述結果減去*(*為負,相當于加上相同大小的*),讀數結果為:
L=整數部分+小數部分-*
判斷游標上哪條刻度線與尺身刻度線對準,可用下述方法:選定相鄰的三條線,如左側的線在尺身對應線之右,右側的線在尺身對應線之左,中間那條線便可以認為是對準了
L= 對準前刻度+游標上第n條刻度線與尺身的刻度線對齊 *(乘以)分度值
如果需測量幾次取平均值,不需每次都減去*,只要從zui后結果減去*即可。
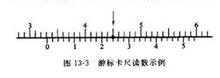 游標卡尺下面以圖13-3所示0.02游標卡尺的某一狀態為例進行說明。
游標卡尺下面以圖13-3所示0.02游標卡尺的某一狀態為例進行說明。
1.在主尺上讀出副尺零刻度線以左的刻度,該值就是zui后讀數的整數部分。圖示33mm。
2.副尺上一定有一條與主尺的刻線對齊,在副尺上讀出該刻線 距副尺的零刻度線以左的刻度 的格數,乘上該游標卡尺的精度0.02mm,就得到zui后讀數的小數部分。或者直接在副尺上讀出該刻線的讀數,圖示為0.24mm。
3.將所得到的整數和小數部分相加,就得到總尺寸為33.24mm。