 手機版
手機版 化工儀器網手機版
化工儀器網手機版
 化工儀器網小程序
化工儀器網小程序
 官方微信
官方微信 公眾號:chem17
公眾號:chem17
 掃碼關注視頻號
掃碼關注視頻號













錐形磨使用與調整:
■研磨前先將凸磨的兩個研磨面調整到接觸為止,再將需要研磨的油漆涂料倒入凹磨內。
■將電源開關(9)接通電源,使電動機(2)通過變速器(3)中的蝸輪,蝸桿及軸帶動凸磨(5)以180轉/分鐘轉速向順時針方向旋轉,此時,油漆涂料被研磨。
■研磨后之油漆涂料被刮集到接漆板(10)上則研磨涂料沿此板流出來,在盤(11)上入一玻璃杯,盛放流出來的被研磨之油漆涂料。
■長期使用該研磨器,為了保證凸磨與凹磨之間的間隙,其間隙做成可調整的。調整間隙的大小,可通過螺母(7)向順時針方向旋轉,使凸磨(5)既往上移動,而間隙則越來越小;反之向逆時針方向旋轉時,間隙則越來越大。
■凹磨本身帶有保溫或降溫裝置,通過水嘴可以使一定溫度的水循環流過,使凹磨保持一定的溫度。
■變速器(3)內有蝸輪蝸桿轉動,使用3#鈣基脂,其由位至蝸桿的1/3,每三個月加一次油,使其良好潤滑。
■凹磨(6)裝卸時可松開旋鈕(12)卻可以取下凹磨,以便進行清洗工作。
錐形磨維護和保養:
本產品使用后需進行清洗,清面后應用柔軟細棉紗將凸、凹磨擦凈并注意兩磨之間不得有任何雜物,以免兩磨物吻合接觸面劃傷,影響本儀器的精度。
錐形磨用途:
該儀器適用于各種油漆涂料顆粒的研磨,可由原來100微米左右的油漆涂料的顆粒,不超過5次的研磨其顆粒應不大于25微米。
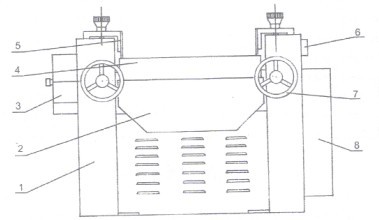
錐形磨結構原理:
結構簡單、操作方便、由下列主要部分等組成。
(1)支撐整機的機座;(2)電動機;(3)變速器;(4)調節支架;(5)凸磨;
(6)凹磨;(7)間隙調整螺母;(8)水嘴;(9)電源開關;(10)接漆板及(11)盤等。
該研磨系列用電動機(2)通過變速器(3)帶動凸磨(5)相對于凹磨(6)作相對轉動,且借助于凸磨與凹磨上之研磨齒將其油漆涂料顆粒研細。
錐形磨技術參數:
■質量:約30kg。
■始料粒度:100μm經5次研磨后試料顆粒細度不大于25μm。
■凸膜與凹膜之間的間隙,可在0.01mm至1mm之間任意調整。
■凸膜順時針方向轉速180r/min。
■研磨容量:約50ml。
■電源:三相交流380V50Hz。
■外形尺寸:430×250×300mm。

三輥研磨機維護保養:
三輥機連續使用半年以后,建議進行一次大修,將各處的洗動部分加以拆洗,重新換上潔凈的潤滑油,并仔細檢查油路的暢通情況,在拆洗中發現問題時應及時修復。在使用時發現輥筒變形,必須停止使用,重新修磨。輥筒修磨次數過多,輥筒直徑小于要求以后,會產生傳動齒輪頂緊而輥筒相互之間留有縫隙的現象,此時齒輪必須修正。
出料刀片的鋒口在安裝前應仔細修正,精研光滑,絕不允許留有灑刺和裂口,刀片用短以后,可以擰松沉頭螺釘,向外移出再用。
簡介:
該研磨機用于實驗室內涂料填加料的粉碎研磨,被廣泛應用于油漆、涂料、油墨、塑料、皮革、橡膠、鉛芯、醫藥、食品、化妝品以及絕緣材料等化工行業原料的濕式研磨、粉碎機械等多種功能、廣泛用于科研、試驗、配方及微量調試生產。防腐、耐磨、抗氧化、表面硬度高、精度高、操作方便、燥音低。三輥研磨機的輥筒材質為冷硬合金鑄鐵離心鑄造而成,表面硬度達HS70°以上;輥筒的圓徑經過高精密研磨,細膩,能使物料的研磨細度達到15μm左右,因此能夠生產出均勻細膩的高品質產品。三輥研磨機是高粘度物料有效的研磨、分散設備。
參數:
■主要部件:三軋輥。
■材料:采用合金材料。
■壓輥尺寸:直徑65×135mm。
■壓輥轉速比:(后、中、前)1:3:9。
■中輥轉速:88r/min。
■始料粒度:50-100μm經3-5次研磨分散后細度小于18μm。
■功率:550W。
注意事項:
■滾筒中部漆膜薄,兩端厚,可能滾筒中凸,需調大冷卻水量。
■滾筒兩端漆膜薄,中間漆膜厚,需調小冷卻水量。
■不開冷卻水嚴禁開車。
■兩輥中間嚴禁進入異物(如金屬塊等),如不慎進入異物,則緊急停車取出,否則會擠壞輥面或其他機件損壞。
■應隨時注意調節前后輥,由于滾筒的線膨脹,一不小心,工作時容易脹死,甚至剎住電機產生意外。
■檔料銅檔板(檔尖)不能壓得太緊,隨時加入潤滑油(能溶入漆漿的),否則會很快磨損。
■注意輥筒兩端軸承溫度,一般不超過100。
■操作前首先檢查電源線管,開關按鈕是否正常,降溫循環水是否有,如一切正常方可開機。
■操作中應注意是否有異常,應即刻停機。
■操作中應固定好儲油桶,經免有油溢出。
■操作員應時刻注意輥筒上有否雜物,如有應即刻停機,以免影響品質和發生安全事故。
■有操作員要離開崗位時,應有人代崗。
■如生產完成要及時清洗輥筒和清理周圍衛生,關閉相關電源開關。
主要部件和工作原理:
■本機由(1)機體、(2)出料板、(3)冷卻系統、(4)軋輥、(5)擋料板、(6)電 氣開關或電氣控制系統、(7)手輪、(8)傳動系統,共八個主要部件組成(參見圖1)
■工作原理和流程:原料由中后兩輥及兩塊擋料板線成的天然料豆加入,經中、后兩 輥的相反異步旋轉而引起原料的急劇摩擦反動,強大的剪切外力破壞了原料顆粒內分子之間的結構應力,在經過前兩輥的二次研磨,從而達到迅速的粉碎和分散,進而達到各種原料的高度均勻混合。
準備工作:
■檢查各部件位置及鎖緊是否正常,按圖示點注入潤滑油,接通電源;
■調節前后左右手輪,觀察軋輥連動是否正常;
■清除輥面臟物:用軟紙或干凈的棉紗擦拭,松開擋料板捏手;
■調節前、后輥與中輥間隙為0.5毫米,然后啟動電源空轉1—2分鐘。
工作規程:
■啟動運轉后,調節中、后兩輥間隙為0.3毫米,壓緊擋料板,適當加入漿料,目測著色深度,微調后輥,使之著色均勻布滿軋輥后,鎖緊固定螺母。
■雙手同時調節前輥手輪,使前輥緩慢接觸中輥當前輥表面著色均勻后,鎖緊固定螺母,然后調節處料板角度,使之適當輕壓在輥面上,漿料即可均勻排出。檢查出料均勻程度及成品粒度,繼續微調前后輥,直至成品粒度達到預定要求為止。前后應及時退回料板刮刀。
工作停止后:
清除涂料及時清洗,擦試軋輥及有關部件,松開刮刀和擋料板,涂少量機油,然后覆蓋蠟紙保護。




免責聲明
- 凡本網注明“來源:化工儀器網”的所有作品,均為浙江興旺寶明通網絡有限公司-化工儀器網合法擁有版權或有權使用的作品,未經本網授權不得轉載、摘編或利用其它方式使用上述作品。已經本網授權使用作品的,應在授權范圍內使用,并注明“來源:化工儀器網”。違反上述聲明者,本網將追究其相關法律責任。
- 本網轉載并注明自其他來源(非化工儀器網)的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點和對其真實性負責,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品第一來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。



 采購中心
采購中心