 手機版
手機版 化工儀器網手機版
化工儀器網手機版
 化工儀器網小程序
化工儀器網小程序
 官方微信
官方微信 公眾號:chem17
公眾號:chem17
 掃碼關注視頻號
掃碼關注視頻號












1 目的與應用
按照本檢驗單進行檢驗的目的是,用一種能夠影響腐蝕過程和腐蝕情形的加速的實驗室方法對機動車噴漆的抗腐蝕性能作出判斷,這種實驗室方法產生的效果須與機動車運行過程中產生的效果很類似。這一短時間的檢測主要模擬由于涂料受損而擴展開的底層腐蝕,以及特殊腐蝕檢測片或帶有已知涂層薄弱點和表面腐蝕的零件的邊緣和倒角部位的腐蝕。
作為一種新的檢驗方法,變化負載在由油漆生產產商和油漆消費者組成的工作循環的任務分配的范圍內進行。
2 同樣有效的標準
DIN(德國工業標準,下同) 50 014 環境及其技術應用;普通環境
DIN(德國工業標準,下同) 50 017 冷凝水環境下的負載,KFW DIN 50 017
DIN(德國工業標準,下同) 50 021 用不同的氯化鈉溶劑進行鹽霧試驗
DIN(德國工業標準,下同) 53 151 涂層的網格切割檢測
DIN(德國工業標準,下同) 53 209 涂層氣泡度的標記符號
DIN(德國工業標準,下同) 53 210 涂層及類似鍍膜層腐蝕度的標記符號
3 概念
本檢驗單中的底層腐蝕指的是由設置的涂料損傷處(刮痕、裂縫)擴展開的位于涂層和底層之間界面的腐蝕。底層腐蝕的寬度作為在變化負載條件下機動車噴漆抗腐蝕性能的強度值。
4 設備
4.1 符合本檢驗單規定的工頻試驗設備
4.2 備選方案
符合DIN 50 017規定的冷凝水設備
符合DIN 50 021規定的鹽霧設備
5 測試準備
在測試盤上沿其長度方向平行劃出一道直的延伸至金屬底層的劃痕。也可以劃出多道平行的劃痕。劃痕與試驗平臺邊緣的距離不得小于3厘米,劃痕之間的距離不得小于5厘米。
可以使用替代的劃痕工具:
1. 符合van Laar標準的劃痕刀或與其類似的由加硬材料制成的頭部帶有半徑為0.25mm的圓形的劃痕刀。

- 符合Clemen標準的劃痕刀或可以作為替代品使用的符合DIN 53 151網格切割測試標準的單刃刀A。(帶矩形刀刃的刀具或劃痕工具,如Sikkens Erischen463型刀具等不得用于劃痕)

- 機動車的組成部件或特殊的腐蝕檢測片也可以作為檢驗樣品使用。
- 6 進行測試
一個檢驗周期持續7天,具體時間分配如下:
1天:24小時鹽霧試驗 SS DIN 50 021 鹽霧
4天:4循環冷凝水變化環境 KFW DIN 50 017 (40±3)℃ 100%濕度
2天:根據DIN 50 014規定的48小時室溫18℃至28℃ 23℃ 50%標準氣候
約定檢驗時間。檢驗時間好持續4到6個周期,相當于4到6個星期。
測試盤應當與水平面呈60°至70°角放置在檢驗設備里。測試盤可以懸掛在冷凝水設備中。將測試盤從鹽霧設備移到冷凝水設備時不必使其干燥。測試盤放置在這些設備中的位置要使劃痕垂直。
7 得出檢測結果
檢驗結束后將測試盤用流動的清水沖洗干凈,必要時使用壓縮空氣將其表面吹干,觀察肉眼可見的變化。這樣就可以確定向裂紋兩邊擴展的肉眼可見的底層腐蝕。
總的說來,很容易能夠辨認出裂紋附近噴漆表面以氣泡或腐蝕痕跡出現的由于腐蝕而受損的金屬表面的寬度。作為補充,可以用刀片如刻刀斜著將底層腐蝕的漆膜小心剝離,直到露出還附著的部分。
計算檢測結果時要測量底部腐蝕區的平均總寬度,測量單位是mm:測量多個地方的寬度,計算出其算術平均值。
底層腐蝕Ud根據如下公式計算:Ud=(d-d0)/2
其中:
d=以mm為單位的底部腐蝕區域的總寬度(算術平均值)
d0=以mm為單位的試驗前的劃痕寬度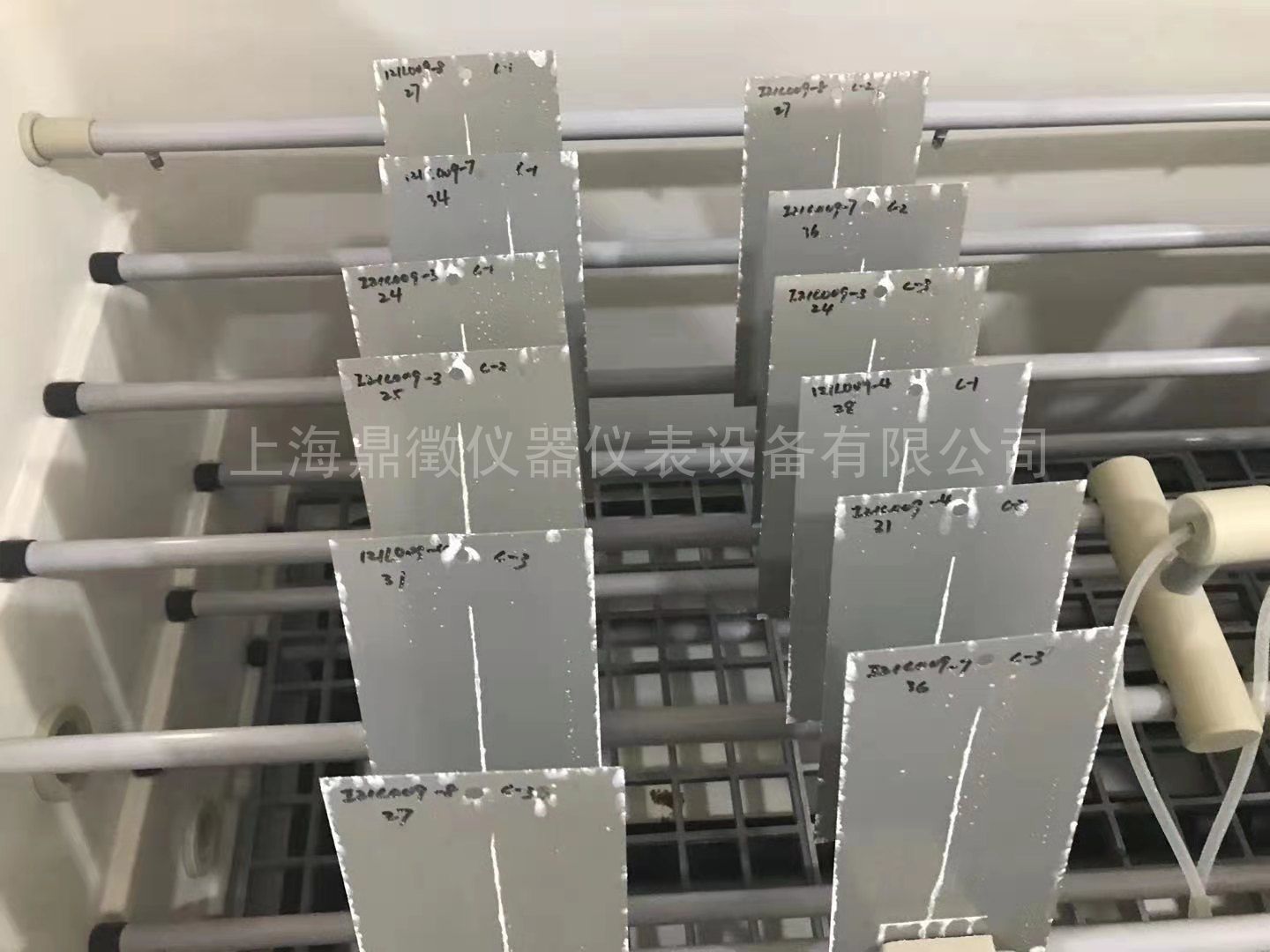
另外還將分析其它測試盤表面肉眼可見的變化。如果有氣泡則按照DIN 53 209,有表面腐蝕和邊緣腐蝕按照DIN 53 210來分析。
8 檢測報告
檢驗報告要按照對本檢驗單的說明提供如下信息:
涂層結構的種類和名稱
使用的劃痕工具
周期數
劃痕數目
以mm為單位的底層腐蝕Ud(如果有多道劃痕則取其中值)
氣泡度(根據DIN53 209)
表面腐蝕和邊緣腐蝕(根據DIN53 210)
其它涂層變化
檢驗日期




免責聲明
- 凡本網注明“來源:化工儀器網”的所有作品,均為浙江興旺寶明通網絡有限公司-化工儀器網合法擁有版權或有權使用的作品,未經本網授權不得轉載、摘編或利用其它方式使用上述作品。已經本網授權使用作品的,應在授權范圍內使用,并注明“來源:化工儀器網”。違反上述聲明者,本網將追究其相關法律責任。
- 本網轉載并注明自其他來源(非化工儀器網)的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點和對其真實性負責,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品第一來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。



 采購中心
采購中心