 手機版
手機版 化工儀器網手機版
化工儀器網手機版
 化工儀器網小程序
化工儀器網小程序
 官方微信
官方微信 公眾號:chem17
公眾號:chem17
 掃碼關注視頻號
掃碼關注視頻號












GB 10006與ASTM D 1894塑料薄膜摩擦系數測定方法的比較
目前,薄膜、復合膜在機械技術的飛速發展下實現了自動化包裝,伴隨效能大幅提高的同時,質量問題愈加凸顯。包裝薄膜拉斷、打滑,進而導致包裝線斷流的事件時有發生,給包裝生產、印刷企業造成了巨額經濟損失。其主要原因在于企業對塑料薄膜的摩擦系數沒有做到合理的控制。
1 塑料薄膜的摩擦系數
摩擦系數是對兩個接觸表面摩擦力的一種量度。在微觀世界中,材料表面是凹凸不平的,當兩種材料相互接觸時,真正接觸的只有凸處,凸處原子緊密接觸,形成很強的相互作用力。當接觸面發生相對移動時,這種作用力將被硬性剪切,兩接觸面凸處相互碰撞而發生斷裂、磨損,形成對物體運動的阻礙,而平行于接觸面、破壞凸處的剪切力,即為摩擦力。摩擦力包括靜摩擦力和動摩擦力。靜摩擦力是兩接觸表面在相對移動開始時的阻力,其與垂直于物體接觸面的力之比就是靜摩擦系數;動摩擦力是兩接觸表面以一定速度相對移動時的阻力,其與垂直于物體接觸面的力之比就是動摩擦系數。
在實際包裝中的摩擦力常常既是拖動力又是阻力,因此必須有效地控制摩擦系數的大小,使它在適當的范圍內。包裝機運轉過程中,一般要求薄膜內層摩擦系數比較小,但不能過小,否則可能引起制袋成型時疊料不穩定而產生錯邊;而薄膜外層與包裝機拖動金屬面摩擦系數需適中,太大會引起包裝過程中阻力過大致使材料拉伸變形,太小可能又會引起拖動機構打滑造成電眼跟蹤和切斷定位不準。
對此,通常在薄膜中加入爽滑劑控制薄膜表面的摩擦系數[1]。爽滑劑為有機物,作用是在塑料薄膜表面“鋪”上一層潤滑油,使其表面的摩擦系數下降到需要的程度或數值,包括內爽滑劑和外爽滑劑兩類。內爽滑劑能促進聚合物大分子鏈或鏈段相對運動,從而改善物料流動性;外爽滑劑則是與聚合物基團相容性差的極性有機化學品,在聚合物鏈的布朗運動作用下,這些分子遷移到薄膜表面形成一層油性表面,從而起到改善薄膜表面性能的爽滑作用并降低材料表面的摩擦系數。通常所有的潤滑劑都兼具有兩方面的功能[2]。
當包裝制成后,軟包生產企業經常遇到下游使用單位關于包裝袋開口性差的反饋:制好的包裝袋開口發生粘連,當填充內容物時,包裝袋開口難以“在規定的時間內開啟到需要的程度”,影響裝填工序的正常運轉。這里不僅涉及到摩擦系數,還涉及薄膜粘連性的問題。粘連,是塑料薄膜接觸層之間的一種粘著現象,通常是由兩種情況引起的:光滑的薄膜表面緊密接觸且幾乎*隔絕空氣;壓力溫度引起的薄膜接觸表面粘融。針對該問題,抗粘連劑被研發出來并作為添加劑投入薄膜生產中,作用是將薄膜的表面從原來的光滑的狀態轉變成凹凸不平的狀態,當兩片薄膜靠近時,實際接觸面積被大大降低,從而消除了彼此粘連的可能性,表面的摩擦系數也相應變化。
除了人為的加入添加劑調節薄膜的摩擦系數,薄膜的加工、包裝、應用過程的環境溫度也會造成薄膜表面摩擦系數的上下波動。通常情況下,自動包裝機成型裝置的表面溫度高于50℃,在這種高溫環境下,部分薄膜的摩擦系數會表現出上升的趨勢,一方面由薄膜自身的特性所決定,另一方面是添加的爽滑劑接近熔點而變的粘結的緣故。
2 塑料薄膜的摩擦系數測定方法
摩擦系數的合適與否不僅會影響薄膜的生產與加工,也會對包裝的開口性產生影響,因此是塑料薄膜的基礎檢測項目之一。目前,對于薄膜摩擦系數的檢測方法以GB 10006-1988與ASTM D 1894為主,二者均采用“兩試驗表面平放在一起,在一定的接觸壓力下,根據促使兩表面相對移動的力值測算摩擦系數”的原理,同時又因標準制定的背景不同,部分檢測事項的具有一定的差異,下面將從試驗裝置、試樣制備、摩擦系數測定三方面進行對比介紹。
2.1試驗裝置
2.1.1 滑塊
一種金屬塊,應具有覆蓋橡膠、泡沫等彈性材料的正方形底面,避免粘貼試樣使其產生壓紋。對于滑塊尺寸和重量,兩項標準分別作了不同的規定:GB 10006要求滑塊底面邊長63mm,面積40cm2,包括試樣在內的滑塊總質量為200±2g;而ASTM D 1894的規定略加詳細,底邊邊長延長了0.5mm,對厚度也做了基本的描述,約6mm。
2.1.2水平試驗臺
水平試驗臺是承載試樣與滑塊的平臺。由于滑塊為金屬材質,當其與磁場有相對運動或處在變化磁場中,會發生磁阻尼現象,滑塊在非鐵磁質良導體上運動時受的阻力除動摩擦力外,還有磁阻力。因此為了保證測試結果的準確性,GB 10006要求水平試驗臺由非磁性材料構成,且表面平滑。ASTM D 1894除了此要求外,提出了一種高于23℃試驗條件下的摩擦系數測定水平試驗臺裝置的要求:水平試驗臺需要安裝加熱元件,并有覆蓋裝置使平面在滑塊運動過程中始終保持在所需溫度的±2℃的范圍內。
2.1.3 驅動機構
驅動機構是促使兩試驗表面發生相對移動的裝置,依據兩標準提供的兩種相對移動形式:滑塊靜止、水平試驗臺移動和水平試驗臺靜止、滑塊移動,驅動機構的設計可任選其一。圖1為GB 10006和ASTM D 1894就水平試驗臺運動裝置的示意圖,展示了多種動力驅動形式:鏈條驅動、滾軸驅動、電機驅動等。設計中,驅動機構應無振動,同時在整個移動過程中需保持勻速,GB 10006要求速度為100±10mm/min,ASTM D 1894則為150±30mm/min,這是測試時需要注意的一點。
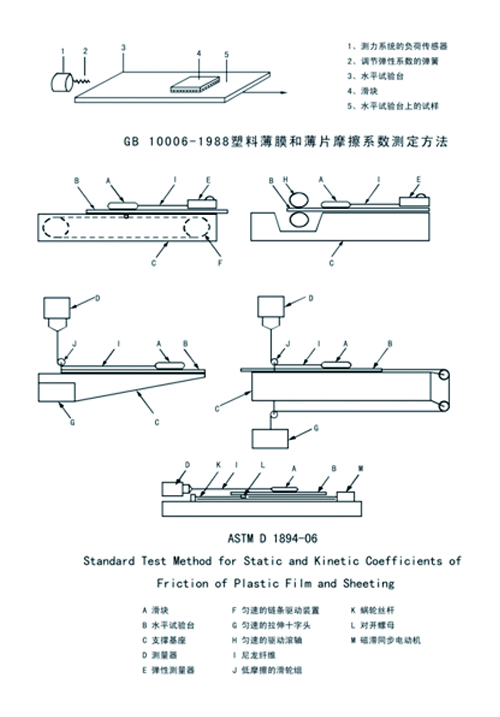
圖1 GB 10006和ASTM D 1894水平試驗臺運動裝置示意圖
2.1.4 測力系統
測力系統,即摩擦力的測定器,一般采用負荷傳感器。GB 10006要求整個測力系統的總誤差應小于±2%,而且在測力系統一側安裝調節彈性系數的彈簧,用于動靜摩擦力測試時將測力系統的彈性系數調節到2±1N/cm。若滑粘情況下測試動摩擦力時,則應取下彈簧。而在ASTM D 1894中沒有關于彈簧的規定。
2.2 試樣制備
首先,試樣應具備良好的狀態。平整,無皺紋、翹曲,以及無任何可能改變摩擦性質的傷痕,邊緣圓滑是試樣的基本要求,同時表面應無灰塵、指紋等外來物質。其次,試樣裁取的時候應注意正反面和方向。一般試樣的長度方向(即試驗方向)與樣品的機械方向平行。第三,試樣的尺寸需根據參考標準和樣品厚度而定。GB 10006適用于厚度在0.2mm以下的塑料薄膜和薄片,在這一前提下,每次試驗至少需要3對試樣,每對試樣長20cm,寬8cm,若樣品較厚或剛性較大,需用雙面膠將其中一個試樣固定到滑塊底面,此時該試樣尺寸應與滑塊底面尺寸一致。ASTM D 1894規定每對試樣中,粘附在水平試驗臺上的試樣長250cm,寬13cm。粘附在滑塊上的試樣,若試樣厚度不超過0.254mm,應裁切為12cm長的正方形試樣;若試樣厚度厚于0.254mm,應裁切為6.35cm長的正方形試樣。
2.3 摩擦系數測定
2.3.1 試樣固定
將一個試樣的試驗表面朝上,平整的固定在試驗臺上,并與試驗臺的長度方向平行。另一試樣的試驗表面朝下,用膠帶在滑塊前沿和上表面固定試樣使之包住滑塊。若試樣較厚,取的為方形試樣,則需用雙面膠固定滑塊底面和試樣非試驗面。
2.3.2 兩試樣相對移動
將粘附試樣的滑塊用鋼絲與傳感器連接(ASTM D 1894使用尼龍絲代替鋼絲),將滑塊無沖擊的放在另一個試樣中央,并使兩試樣的試驗方向與滑動方向平行且測力系統恰好不受力。兩試樣接觸后保持15s。啟動儀器使兩試樣以標準規定的速度相對移動。力的個峰值為靜摩擦力Fs,兩試樣相對移動6 cm(ASTM D 1894規定為13cm)內的力的平均值(不包括靜摩擦力)為動摩擦力Fd。
2.3.3 公式計算
根據公式(1)和(2)測算出試樣的動靜摩擦系數。

注:μs ——靜摩擦系數;μd——動摩擦系數;Fs——靜摩擦力,N;Fd——動摩擦力,N;Fp——法向力,即垂直于接觸面的力,N;
2.3.4 各材料摩擦系數測定結果
根據上述方法,針對各類薄膜的內表面與外表面的動靜摩擦系數進行了測試,結果見表1。可為讀者提供一定的參考。
表1 各類薄膜試樣內表面-外表面動靜摩擦系數測試結果
試樣名稱 | 試樣厚度 μm | 試驗溫度 ℃ | 靜摩擦系數 | 動摩擦系數 | 試驗儀器 | 試驗遵循標準 |
PA/CPP | 86.4 | 23 | 0.244 | 0.144 | MXD-02 摩擦系數儀 | ISO 8295 GB 10006
|
BOPA/CPP | 105.4 | 23 | 0.274 | 0.245 | ||
BOPA/LDPE | 94.3 | 23 | 0.219 | 0.203 | ||
BOPP/PE/VMPET/PE | 73.2 | 23 | 0.232 | 0.162 | ||
PE黑白膜 | 100 | 23 | 0.384 | 0.312 | 摩擦系數儀 | ASTM D1894 |
40 | 0.416 | 0.331 | ||||
60 | 0.484 | 0.464 |
3 薄膜摩擦系數測定儀器的選擇
隨著測量儀器的機械化發展,如今薄膜的摩擦系數測試主要采用自動化的電子儀器完成。根據上述分析,由于不同標準所規定的測試參數具有一定的差異,因此選擇測試儀器的時候需要注意以下三點:(1)水平試驗臺必須采用非磁性材料制作,并且保證水平及光滑;(2)試驗速度等參數應能滿足所參考標準要求,宜選擇符合GB、ISO、ASTM多種標準的試驗儀器;(3)應能實現加溫試驗功能,對于解決包裝線高溫環境下薄膜摩擦系數的實際問題具有指導意義。在此基礎上,包裝加工企業應建立一套依托成熟檢測儀器的薄膜來料檢驗、生產線實時監測和成品質量抽檢質量控制體系,實現現代化的包裝薄膜質量監控。
相關產品




免責聲明
- 凡本網注明“來源:化工儀器網”的所有作品,均為浙江興旺寶明通網絡有限公司-化工儀器網合法擁有版權或有權使用的作品,未經本網授權不得轉載、摘編或利用其它方式使用上述作品。已經本網授權使用作品的,應在授權范圍內使用,并注明“來源:化工儀器網”。違反上述聲明者,本網將追究其相關法律責任。
- 本網轉載并注明自其他來源(非化工儀器網)的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點和對其真實性負責,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品第一來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。



 采購中心
采購中心