目錄:上海化爍智能設備有限公司>>超聲波加工設備>> SHHS-GY超聲波滾壓設備









超聲波滾壓設備
該設備原理是利用金屬在常溫下冷塑性的特點,運用超聲波對金屬表面進行無研磨機的研磨,使金屬零件表面達到更理想的表面粗糙度要求,也可以形象的說類似熨衣服一樣,將零件表面熨平;同時在零件表面產生理想的壓應力,提高零件表面的顯微硬度,耐磨性及疲勞強度和疲勞壽命。
1.可加工高硬高脆性材料如硬質合金、鈦合金、淬硬鋼、金剛石、石英以及鎢、硅、光學玻璃等。
2.適合深小孔、薄壁件、細長桿、低剛度和形狀復雜、要求較高零件的加工;
3.適合高精度、低表面粗糙度等精密零件的精密加工,尺寸精度可達0.03mm以內,表面粗糙度Ra值為0.05~0.8,被加工表面無殘余應力、燒傷等現象。
超聲加工主要用于各種硬脆材料,如玻璃、石英、陶瓷、硅、鍺、鐵氧體、寶石和玉器等的打孔(包括圓孔、異形孔和彎曲孔等)、切割、開槽、套料、雕刻、成批小型零件去毛刺、模具表面拋光和砂輪修整等方面。
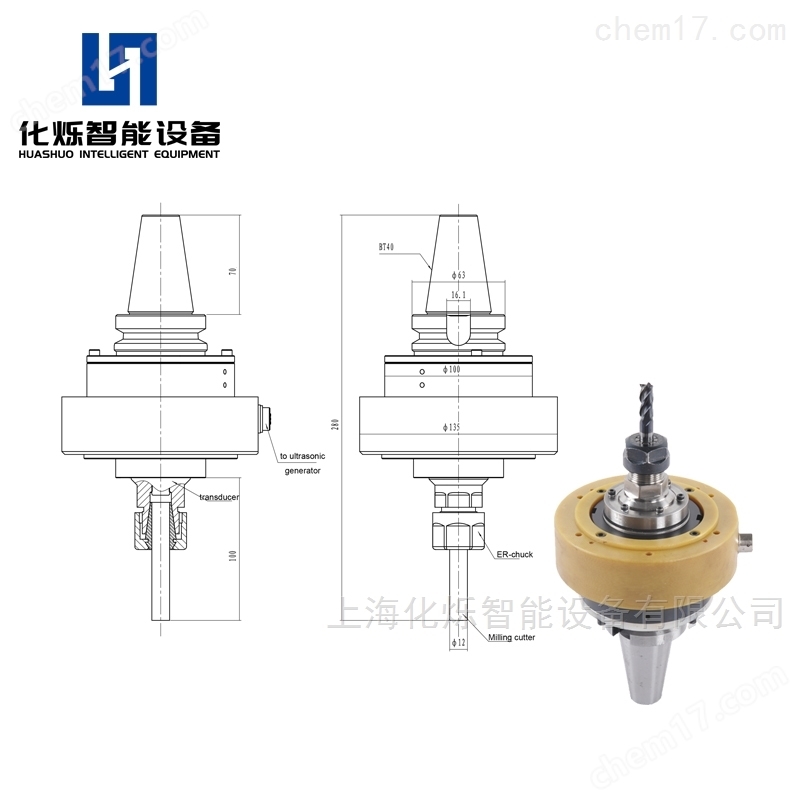
超聲波滾壓設備一般由由電源(即超聲發生器)、振動系統(包括超聲換能器和變幅桿)和機床本體三部分組成。
該設備能達到滾壓的作用是以下幾種作用綜合在一起的結果:
1)沖擊作用。工具頭在垂直于加工表面的方向上作超聲振動,迫使磨料顆粒以很大的速度和加速度沖擊工件表面。
2)磨蝕作用。工具的旋轉運動帶動磨粒做旋轉運動,類似于磨削過程,主要作用是使磨粒具有切向力作用,起到切削工件和清除工件表面各種碎屑的作用。
3)空化作用。工具頭做高頻振動,使磨料懸浮液產生空化作用,加劇了磨粒對工件材料的沖擊破裂和去除。
超聲加工的特點及優勢
1) 超聲加工可以加工導電性和非導電性等各種硬脆性材料,如陶瓷、寶石、硅、金剛石、大理石等非金屬材料,也適用于加工低塑性和硬度高于40HRC 的金屬材料,如淬火鋼、硬質合金、鈦合金等。
2) 由于工件材料主要依靠磨粒瞬時局部的沖擊作用,故工件表面的宏觀切削力很小,切削熱少,不會產生變形及擠壓而改變工件表面的化學/電性質,故加工精度和加工表面質量都比較好。與其它材料去除過程相比,超聲加工能達到更高精度和表面光潔度。在大多數超聲加工中,可以獲得的平均工件表面粗糙度是 0.50μm。使用合適的辦法,可以獲得 0.25μm的表面粗糙度。
3) 超聲加工中,可用較軟的材料制作較復雜形狀的工具,且不需要工具與工件復雜的相對運動, 就可加工出各種復雜型腔和型面。 故機床結構簡單, 操作維修方便。
4) 采用固結磨粒的工具對加工工件進行高頻、斷續加工,是超聲加工和切、磨削加工的復合加工方式,比單純的超聲加工和切磨削加工更具有突出的優勢。
5) 更好地提高加工精度和工具壽命。在普通超聲加工中,需要持續將磨料漿注入到工具與工件之間的間隙,并且需要不斷地將工具與工件的間隙處的磨料漿排出,結果導致材料去除率低,當加工深度較大時,甚至導致加工停止。而且磨料漿流經加工表面時,對已加工表面進行磨拋,大大影響了加工精度。另外,磨料對工具也具有磨損作用,導致工具磨損加劇,進而難以保證加工精密。而旋轉超聲加工采用固結磨料工具進行加工,不再需要游離磨料懸浮液作為加工介質,同時工作液更容易在加工工具及加工表面之間流動,容易促進超聲空化效果的產生,而且能更好地對工具及加工表面冷卻,及時的帶走磨屑,因而較普通超聲加工大大提高型面加工的精度。
6) 更好地提高了已加工表面的耐磨性、耐腐蝕性。如超聲絎磨汽缸套內孔表面加工中,以高頻、斷續加工的方式在加工表面上形成數以萬計的微型儲油凹坑,在缸套和活塞工作的時候起到潤滑和降低摩擦系數的作用,防止粘著和咬合的出現,有效延長缸套使用壽命。
7) 大大地提高了生產效率。旋轉超聲加工的復合加工機理,更適宜于硬脆性材料的加工,其去除率可以達到普通切磨削的 6 到 10 倍,是普通超聲加工材料去除率的 10倍。
8) 特別適用于難加工材料的深小孔加工,采用麻花鉆鉆削難加工材料深孔時,會出現很多問題,如切削液不易進入切削區、切削溫度高、刀刃迅速磨鈍、切削力大,鉆頭易折斷、排屑困難,需要經常退刀等,加工孔精度差,表明粗糙度大,壽命短。 采用超聲旋轉鉆削加工, 超聲振動的作用使切屑與、 工件間的摩擦阻力減弱,使切屑的排出流暢,不需要退刀排屑,易實現自動化;若振幅選擇合適,超聲旋轉加工的軸向力比普通切削力下降 30%左右,從而提高鉆頭壽命。可見,超聲旋轉加工是難加工材料深小孔加工的有效方法。超聲波振動鉆孔設備超聲波機械旋轉超聲加工設備超聲波機械振動加工設備超聲旋轉打孔機提高鉆銑速度


 7
7




 化工儀器網
化工儀器網